AD・ADO-MICRO
Small Diameter Carbide Drills




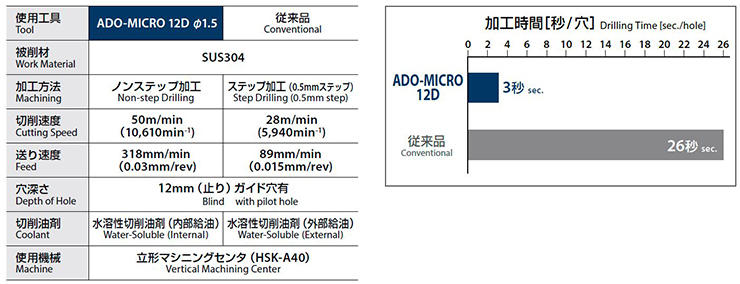
Problems in small diameter hole machining predominantly stem from unstable chip evacuation. AD-MICRO addresses this issue with cutting edge specifications and flute geometry optimized for small diameter applications, enabling the formation of stable chip shapes—even with external coolant—and ensuring reliable uninterrupted machining. ADO-MICRO’s unique oil holes and flute geometry enable stable and high efficiency processing in small diameter deep-hole applications. Non-step drilling is made possible even for deep-hole applications, with approximately 9 times the machining efficiency versus step drilling.
Features

- Cutting edge specifications optimized for small diameter holes
- Unique flute geometry that enables outstanding chip evacuation performance
- Optimal coating for drill specifications
AD-MICRO: KeptA Coating
ADO-MICRO: IchAda Coating
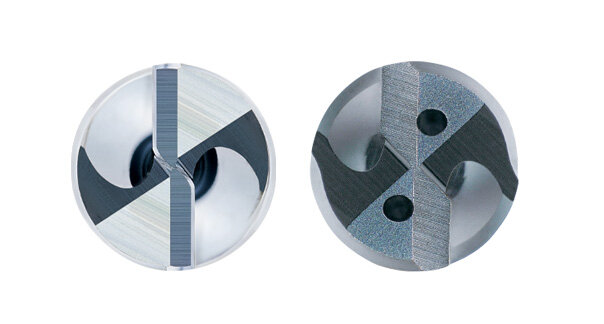
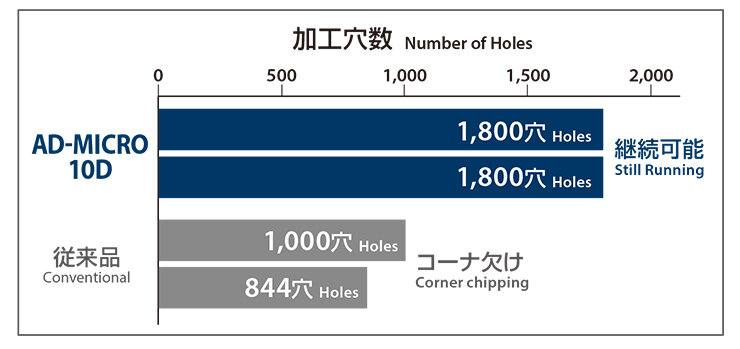
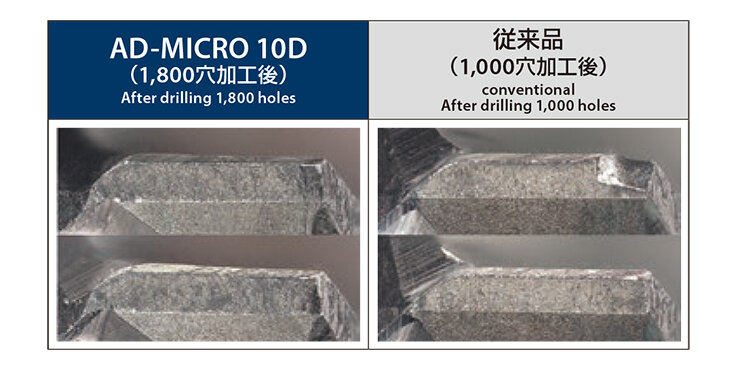
 AD-MICRO: Should Edge Guard (SEG) prevents chipping of peripheral corners (applicable to sizes over φ2)
AD-MICRO: Should Edge Guard (SEG) prevents chipping of peripheral corners (applicable to sizes over φ2)
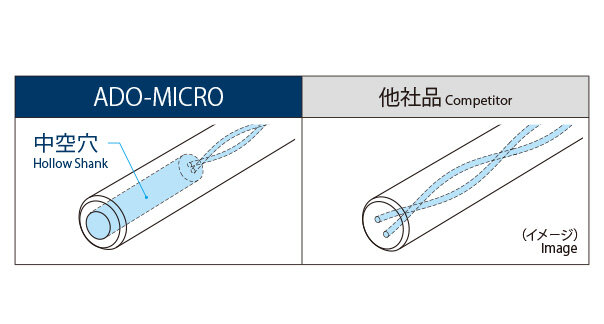
 ADO-MICRO:Large oil holes and hollow shank design to allow greater coolant flow volume
ADO-MICRO:Large oil holes and hollow shank design to allow greater coolant flow volume
 ADO-MICRO:Double margin configuration that supports the straightness stability of the tool
ADO-MICRO:Double margin configuration that supports the straightness stability of the tool
Applications
Low Carbon Steel・Medium Carbon Steel・High Carbon Steel・Alloy Steel・Hardened Steel(35~45HRC)・Stainless Steel・Cast Iron・Ductile Cast Iron・Copper Alloy・Aluminum・Aluminum Alloy Casting・Titanium Alloy・Inconel・Magnesium Alloy
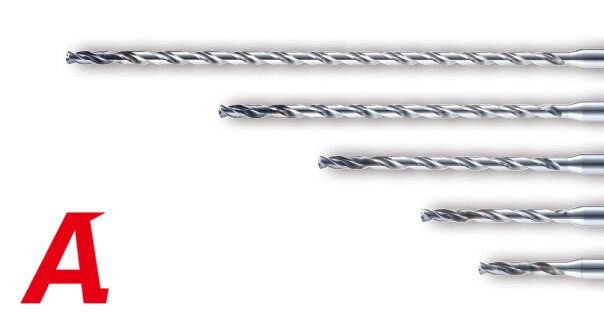
Lineup
Small diameter carbide drill
- AD-MICRO 4D φ0.5~3
- AD-MICRO 10D φ0.5~φ3
Small diameter carbide drill with oil holes
- ADO-MICRO 2D φ0.7~φ2
- ADO-MICRO 5D φ0.7~φ2
Small diameter carbide drill with oil holes – Long type
- ADO-MICRO 12D φ1~φ2
- ADO-MICRO 20D φ1~φ2
- ADO-MICRO 30D φ1~φ2
Data
Approximately 9 times the drilling efficiency by non-step drilling
Environmental Considerations
Energy conservation by reducing machine downtime
Stable cutting chip formation reduces machine downtime caused by chip issues, leading to shorter overall machining time and lower power consumption. This consistent tool life also minimizes waste, promoting resource conservation.

Media

Watch it in action