

メールマガジン
2025年10月号 (第235号)

今月から深~い加工をテーマに工具別に回3に分けてお送りします。
第一弾は「タップ」です。
タップ加工はあらかじめ用意した下穴の内壁へ、めねじの形状・角度・寸法を規格で定められた通りに正確に作り出す工程です。
一言でいえばそれまでですが、その加工は他の切削工具と比べて決して容易ではありません。なぜなら……
①タップの溝と下穴との間の限られたスペースを使って、切りくず排出と切削油剤の供給を並行してうまく行なわなければならない。
②1回転当たりの送り量がねじピッチに等しい、という“超”高送り加工を強制的に課される。
③ねじ加工は切削工程全体からみるとほぼ最終段階に置かれることが大半のため、ここでの失敗は決して許されない……というプレッシャーがかかる。
というような理由があるためです。
JIS規格には特に定義はされていませんが、オーエスジーではタップメーカとして実際の加工特性を勘案し、深穴としての判断目安を「およそ2Dを超えるねじ立て長さ」と考えています。
(2D=ねじ呼び径をDとした時、その2倍相当のねじ長さの意)
2Dを超える深穴加工には「深穴用スパイラルタップ」の活用がおすすめです。一般用途向けタップ仕様とは異なる、以下の特徴的な工夫が施されています。
「短いねじ長」⇒加工中の切りくずかみ込み・負荷増大リスクを低減する効果
「強いねじれ角」⇒発生した切りくずを強力に引き上げ、穴の外に排出する効果
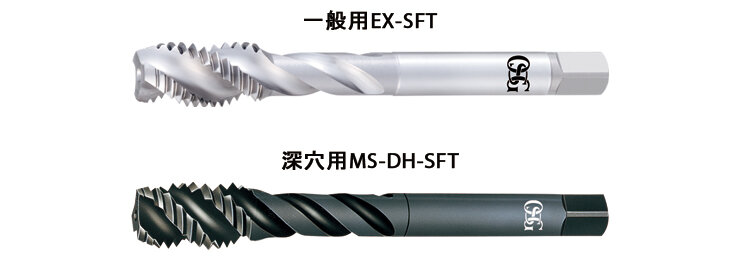
一般用EX-SFTと深穴用MS-DH-SFT
※DH=Deep Hole(深穴の意)
ご注意いただきたいのが深穴用タップといってもどこまでも深く無限に加工できるわけではありません。最大で3D程度までと考えましょう。
なお、それ以上の深穴に対応するには次のような方法があります。
1)スパイラルタップで加工できる深さまで機械加工したうえで、残りを手加工で所定の深さまで無理せず切り進める。
2)同期制御環境にて、スパイラルタップで小分けに切り戻すステップ加工(過度に細かいステップは口元付近のめねじ形状を傷めやすいので注意)
3)切りくずを発生しない転造タップの活用(ステップ加工は厳禁。また切削タップより生じる抵抗が高く、発熱しやすいため加工途中で油切れが生じないよう潤滑性の高い油剤を十分に供給)
なお、“ロングシャンク”タップは柄が長い仕様です。決して“深穴用”ではありません。誤解なきようお願いします。
昨今の止り穴タップ加工は深穴という難しさに加えて、小径や難削材、下穴深さ余裕が無い、などの難易度の高い指示がいくつも重なるケースも増えています。解決方法のヒントをお探しの際はぜひお気軽に当社へご相談ください。
謹啓、仲秋の候、皆様にはますますご健勝のこととお慶び申し上げます。
「暑さ寒さも彼岸まで」昔の人はホントうまく言ったものでございます。お彼岸を過ぎてぐんと過ごしやすくなり、連日猛暑日だった夏が嘘のようでございます。正にスポーツの秋、到来でございます。
橘礼子は、きっと冒頭文で「食欲の秋」とか申しているのでしょうが(笑)初老は、適度に身体を動かして、暑さ疲れと日頃のストレスを吹き飛ばし、健康的な秋を過ごそうと思うのであります。
そんな訳で今月のイチオシは、ストレスフリーなタップでございます。
実は、当社で受ける相談ごとで圧倒的に多いがタップ加工でございます。
折れる、欠ける、めねじ精度が安定しない、むしれる等々、中でも多いのが止り穴のタップ加工タップでございまして、主なトラブル要因は切りくず排出の不安定さにございます。
ですから安定したタップ加工には、切りくずを排出しない転造タップがお奨めなのでございます。こちらをご覧くださいませ。
ご覧頂いた動画は以下の加工でございます。
被削材:SUS304
ねじ立て深さ:40mm(止り穴)
ねじサイズ:M4×0.7
使用タップ:A-LT-DH-XPF
M4×0.7で深さ40mm、つまり10Dのめねじ加工でございます。決してフェイク動画ではございませぬ。蛇足でございますが、本動画を初めて見た時の小爺の発した声も残しておきませう。
「へっ?マジで?」
タップには、避けられない厳しい宿命が3つございます。
①タップ加工において、送り速度はねじサイズのピッチで決まる為、ドリルやエンドミルのように送り速度を自在に調整することはできません。従ってタップ加工は、想像以上に負荷のかかる重切削なのでございます。
②加えて止り穴の切削タップ加工の場合、切りくずをタップのスパイラル溝を通して排出しなければなりません。考えてみれば、とてもアクロバティックな加工だと思いませんか?
③そしてタップ本体の剛性でございます。ドリルやエンドミル同様、タップだからと言って特別高剛性な仕様が可能な訳ではございません。
しかしながら転造タップであれば、切削タップのような溝が無い分、剛性を高められ、加えて切りくずによる諸問題から解放されるのでございます。
その転造タップの最も進化したものが今月のイチオシ、A-XPFシリーズなのでございます。
A-XPFシリーズは、先の動画のような深いめねじ加工を実現するロングシャンク深穴用A-LT-DH-XPFの他にも、安定し辛い小径のめねじ加工の安定化、転造タップには不向きだった高硬度材への対応、タップ加工をミスト加工とすることで使用するクーラント量を減らし廃棄物削減に繋げたり、はたまた下穴余裕のない薄肉軽量化の進む小型精密部品に対応したりと、様々な課題にお応えいたします。
詳細はこちらで。
以上、とかく最終工程となり易いタップ加工、その最終工程でトラブルなど無いストレスフリーな加工現場の実現に向けてのイチオシ、A-XPFシリーズでございました。本稿も皆さまのSDGsな課題解決として、また、お仕事の付加価値や生産性の向上に貢献できれば幸いでございます。
謹言
追伸
今月のイチオシと、同じく転造タップのGRT(グリーンタップ)は、今月いっぱいお求め易いキャンペーンを行っております。この機会にぜひお試し頂けたらと存じます。

OSG月刊メールマガジン「OSGお土産100選」!
日本のみならず世界各地で働くOSG社員がおすすめのお土産をご紹介します。
今回、ご紹介するお土産は、大阪営業所の曽根より推薦のシェ・アオタニ「石切もちどら」です。
推薦コメント:
今回ご紹介するのは、東大阪市に店舗を構える和洋菓子店シェ・アオタニさんの人気商品「石切もちどら」です。
「シェ・アオタニ」さんはテレビや雑誌でも取り上げられる名店で、「石切もちどら」はその看板商品のひとつとなっています。
「石切もちどら」は、フレッシュバターをたっぷり練り込んだパンケーキのようなしっとりとした皮に、北海道産有機小豆を使用したあんこ、さらに滋賀県産のきめ細やかで固くなりにくいもち米「雪姫羽二重糯(ゆきひめはぶたえもち)」のお餅を包んだ、石切の名物です。
「皮は洋菓子、中身は和菓子。洋菓子屋が本気で作ったどら焼き。」というキャッチコピーのとおり、これまでにない和洋折衷の味わいを楽しめます。
「シェ・アオタニ」さんでは、ほかにもケーキやクッキーなど、さまざまなおいしいお菓子を販売されています。東大阪にお越しの際は、ぜひ立ち寄ってみてください。
シェ・アオタニ
〒579-8013
大阪府東大阪市西石切町1-5-37
10:00~19:00
公式サイト

大阪営業所社員(中央が曽根)
皆さん、はじめまして!大阪営業所の曽根佑一朗と申します。
出身は愛知県名古屋市です。
昔から体を動かすことが好きで、最近はサイクリングに夢中になっています。休日は大阪城や万博記念公園など、大阪のさまざまなスポットを走っており、心身ともにリフレッシュする大切な時間になっています。
せっかく大阪に赴任となったので、USJからディズニーランドまで自転車で走破することを目標にしています。
仕事の面では、まだまだ分からないことが多く、営業所の皆さまに日々助けていただいております。焦らず、一歩ずつ着実に成長していきたいと考えています。
今後は、お客様をはじめ、周囲の方々から頼りにされる存在を目指して精進してまいりますので、どうぞよろしくお願いいたします。