

メールマガジン
2016年2月号 (第122号)

今年の冬は「暖冬」と心配されましたが、先月はどかっと雪が来ましたね。これでゲレンデも一安心でしょうね。
白銀の世界はいつ見ても素晴らしいですよね~。。。そんな白銀の中、綺麗なシュプールを描いて颯爽と滑走するスキーが大好きな筆者です。セルフイメージと実際に滑っている姿にはギャップがあるようですが(笑
ということで、斜度のきつい斜面を滑り降りる事の出来ない筆者は、滑り降りる際に目に映る傾斜角度に腰が引ける事が多く、必然的且つ職業病と合わせて、リフトに乗りながらこのコースの勾配は15度?20度?と推算してしまうのであります(笑
さて、この勾配角度。
我が業界でも、良く目にする言葉ですよね。
「テーパ角度」とか「勾配角度」とか、そんな言葉を耳にする機会も多いかと思います。
例えば、「管用テーパねじ」とか「テーパエンドミル」とか。
確かに!って思われた方も多いかと思います。
管用テーパねじは、”1/16”のテーパ角であるという事が規格で定められています。
考え方は、「軸方向に16mm進んだところで、直径が1mm太くなる」という形状を思い浮かべてくださいね。
三角関数電卓をお手持ちの皆さんは、是非、1/16テーパの角度を計算してみてください。
1°47′23″となります。
テーパは全角、勾配は片角を表していますから、
このテーパ角度を勾配角で表す場合は、ちょうど半分の角度で表せば良いのです!
ちなみに、スキー場の傾斜面や坂道の角度を表すときに用いられるのは「勾配角」ですよ。
詳しくはこちらをご覧下さい。
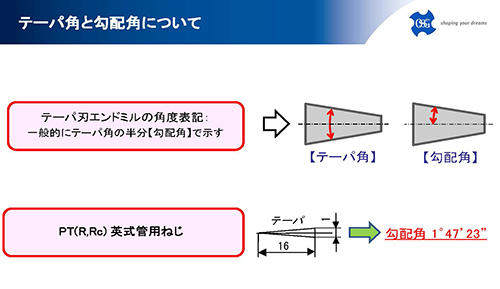
テーパは全角、勾配は片角。
これは覚えておいて損はないお話です。
きっと今後の皆さんのお仕事にも少なからずとも役立つ豆知識だと思います☆
今シーズンも可能な範囲で傾斜角度を楽しみ、スキー満喫しようと思う筆者でした♪
謹啓、梅花の候、皆様にはますますご健勝のこととお慶び申し上げます。OSGの窓際の自由人、K爺でございます。このコーナーでは、モノづくりを取り巻く様々な知見とともに、OSGのイチオシ工具を紹介して参ります。皆さまのお仕事の一助となれば幸いでございます。
年始来、続く株安でございますが、一説では世界の工場たる中国の生産設備の余剰の影響だとか。。。当社もそうでございますが、設備投資は難しいものでございます。多少のことであれば、現有設備での生産性向上で生産余力を蓄えたいのが皆さまの本音でございましょう。
さて今月は、タップに関わるイチオシでございます。本稿が皆さまの設備の有効活用や生産性向上に繋がれば幸いでございます。
とその前に、タップ加工の難しさを改めて皆さまと共有したいと存じます。
【タップの難敵その1・・・止まり穴加工時の切りくず排出】
タップ加工の最大の難敵、それは何度も申し上げているとおり、止まり穴のねじ加工における切りくず排出でございます。鋼の切りくずの形状は回転速度によって変化する為、スパイラルタップの限られたスパイラル溝におさまる良好な切りくず排出を実現する回転速度の設定が必要である旨は、2015年8月号でも紹介させて頂いたとおりでございます。
【タップの難敵その2・・・めねじ精度の確保】
一般的に多いのが加工しためねじの拡大でございますが、実際に径が大きくなっている訳ではなく、加工時のピッチずれによる『めねじの山やせ』に起因することが多い現象でございます。昨今では完全同期送り機構付のマシニングセンタが普及しましたので発生は減少しているかと存じますが、マシニングセンタ以外の加工機でのタッピングの際やタップホルダの選択にはご配慮頂きたいところでございます。
また逆に被削材の特性やワークの形状によっては、加工しためねじが縮小したりすることがございます。こういった場合には、オーバサイズのタップの採用、スレッドミルのような径の微調整が可能な加工方法への変更、もしくは、縮小し難い仕様が施された、特殊なタップをご手配頂く必要がございます。
【タップの難敵その3・・・めねじのむしれ、かじり】
タップ加工で、実際に切削をしているのはタップの食付き部でございます。そしてこの食付き部での加工は、“かんな掛け”をらせん状に行っているようなものでございます。つまりタップは食付きの山数分の “かんな”を持った複合工具と言えるのでございます。
“かんな掛け”を行ったことのある方でしたら想像に易しいと思いますが、かんなをゆっくり引いたり、削りしろの多い“かんな掛け”は大変な仕事でございます。加工した面にむしれが生じ易く、綺麗に仕上げたい場合には、少ない削りしろでかんなを早く引く必要がございます。
対してタップ加工でございますが、従来のタップにおける推奨回転速度は数m/minと低速でございます。加えて止まり穴用タップの場合、食付き部の長さが2.5Pと少なく、1山の切削量は大きなものとなっております。これをかんな加工に置き換えますと『多い削りしろでゆっくりかんなを引く』ようなモノでございます。それ故、特に大径のめねじの面は綺麗に仕上がり難い加工なのでございます。
【タップの難敵その4・・・下穴深さに余裕の無い止まり穴加工】
例えば、M6X1止まり穴のめねじ加工において、下穴深さ14mmに対しめねじの有効長が12mmの場合、食付き長さが2山未満しか許されません。先述の話に例えれば、非常に大きな削りしろでの“かんな掛け”でございます。容易な加工ではございません。
以上のタップ加工の難しさに対応するタップが、今月のイチオシでございます。【難敵その1・・・止まり穴加工時の切りくず排出】に対してもこのとおり。
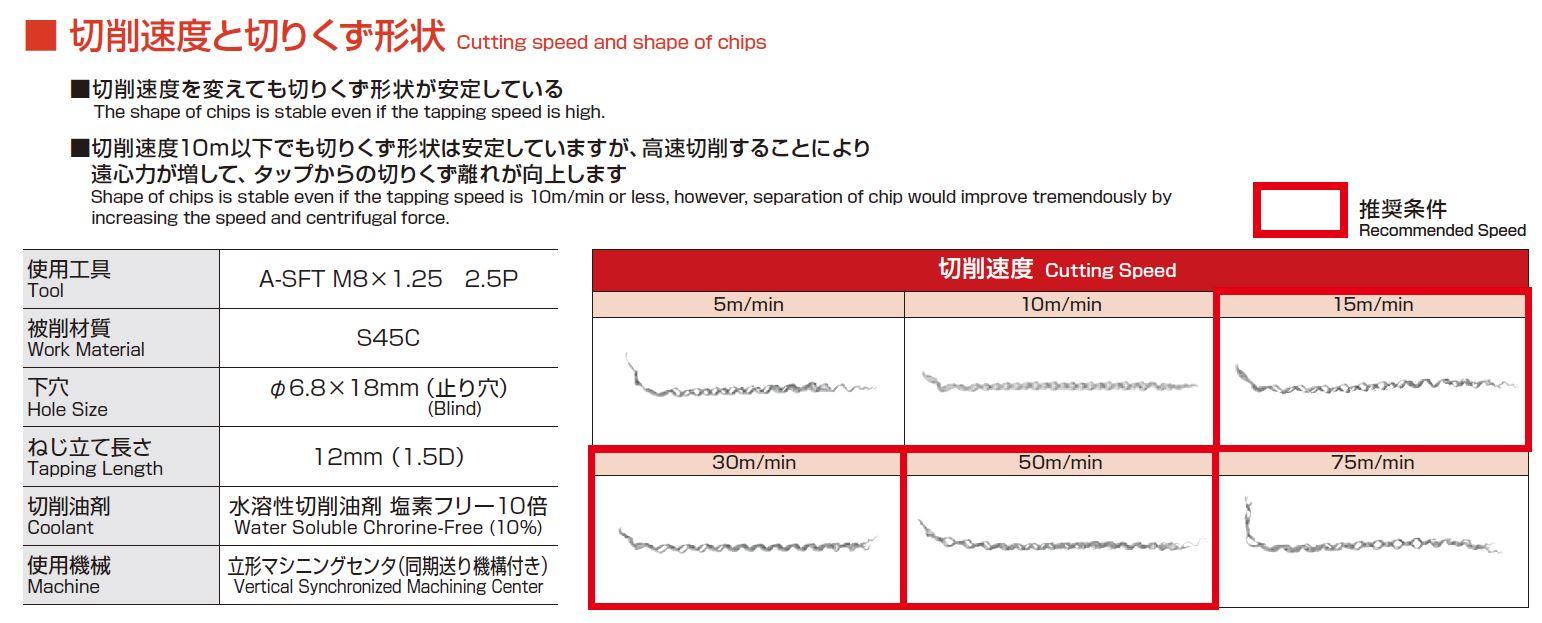
S45Cで回転速度15m/min~50m/minと幅広い領域で安定した切りくず排出を実現しております。加えて、大型部品加工用のタップの形状に『DIN全長』を採用し、タップホルダとワークの間のクリアランスを大きくし、いっそう切りくず排出をスムースに実現できるように配慮しております。
【タップの難敵その2・・・めねじ精度の確保】に対しましては、同一ねじサイズに対して豊富な精度バリエーションで対応。詳細はこちらでご確認下さい。
【タップの難敵その3・・・めねじのむしれ、かじり】に対しましては、抜群の切れ味を持たせた仕様でこの通り、美しいめねじが仕上がります。

【タップの難敵その4・・・下穴深さに余裕の無い止まり穴加工】に対しましては、スパイラルタップに通常の2.5Pの他に、短い食付きながら良好なめねじ面を実現する仕様を施した1.5Pと1Pをラインナップしております。詳細はこちらでご確認下さい。
以上、主にシンクロ機構付マシニングセンタ用のエンドミルシャンク品にロングシャンクタイプやオイルホール付き、そしてメートルねじ以外にユニファイねじ、英式管用平行ねじ、加えて豊富なねじ精度、更には食付き1山、1.5山のショートチャンファスパイラルタップと充実のラインナップで好評を博していますA-TAPを三度、イチオシとして紹介させて頂きました。
充実のラインナップのA-TAPが、日本のモノづくりの生産性向上、競争力向上に寄与出来れば幸甚でございます。
謹言

【Q】 V溝加工用のエンドミルとは?
【A】 加工形状への対応が可能であるのは、FX-MG-VCM、V-XPM-VCMとなります。
但し、先端角60°のものは欠け等が発生しやすく、V溝加工も難しくなります。

けんちゃん:
「ねえ、さらちゃん、チリー・ウィリー・ザ・ペングインって何のオマジナイ?」
さらちゃん:
「え?」
けんちゃん:
「いや、クリス君が何とかペンギン、ペンギンってよく言ってるから・・・」
さらちゃん:
「けんさん、アニメですよ。要は、寒い(chilly)日に”Chilly”とアニメを引っかけて、
子供が『ホントに寒いな!』っていう事のようです。
例えるなら、くしゃみした後に
『チクショー』とか『てやんでい』等をくっつけるようなものらしいです。
”Chilly”と”willy”で韻を踏んでおり、英語の文化はこの韻が大好き。
高校時代、詩(Poem)の授業で詩と押韻に苦しめられた悪夢が蘇りますね。」
けんちゃん:
「ふ~ん、クリス君、寒~いと言ってた訳だ。(早速検索!)
あ、これ昔見たことがある!!」
chilly willy the penguinが気になる方は、是非検索してみてくださいね♪