

メールマガジン
2025年12月号 (第237号)

3か月連続でお届けしております“深~い加工シリーズ”、最終回は「エンドミル」です。
エンドミルは底刃と外周刃を持つ工具です。軸方向のみに切り進むドリルやタップとは異なり、上下・左右と動き、様々な形状に加工することができる便利な工具です。しかしその反面、片持ち工具のため、外周刃を使い「横送り」すると切削抵抗により工具がたわんでしまい、加工面の倒れ・びびりといった特有のリスクがつきものです。深い加工となれば、なおさらしっかり備える意識を欠かすことはできません。
深い側面加工として、代表的な「立ち壁加工」を例に考えてみましょう。サスペンスドラマでは毎度おなじみの、荒波の打ちつける切り立った断崖絶壁をイメージいただくとわかりやすいでしょう。
エンドミルでの実加工においては、相当な深さのある壁面を、傾かないよう垂直にきちんと整えながら、外周刃を用いて削り出していくことを意味します。ウ~ン、いかにも難しそう……。
さて、こうした場面でのエンドミル選びはどうすればよいでしょうか?
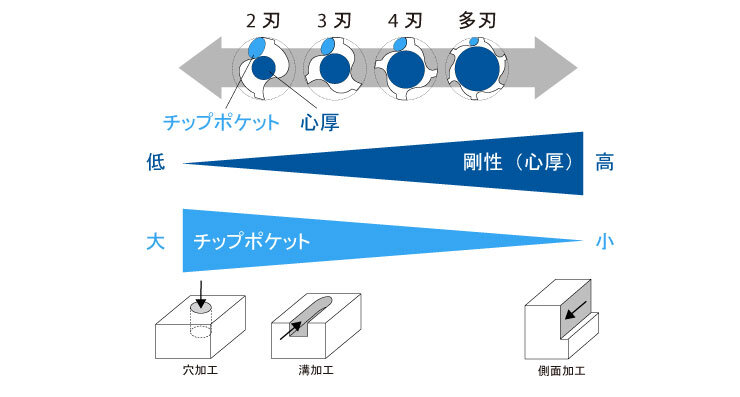
まず、立ち壁加工においては刃数はできる限り多い方が有利です。なぜなら、図の通りエンドミルは刃数が増すほど心厚が厚くなることで剛性が高まり、たわみにくい特性があるからです。反面、刃数の多いエンドミルはチップポケットが狭くなるため、穴加工や溝加工には不向きとなります。
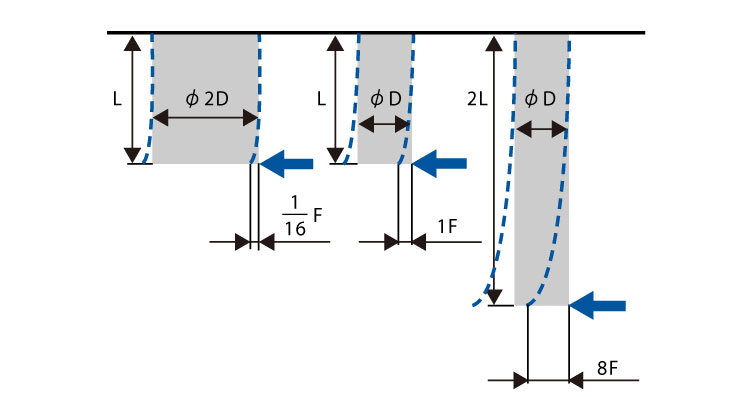
さらに、立ち壁加工では、できる限り大きい外径サイズを選ぶことも重要です。
例えば図のように、同じ突出し長さLにおいて、工具径Dを2倍にできれば、理論上は2の4乗、すなわちなんと16倍(!)のたわみにくさが得られ、加工面が傾いて仕上がってしまうのを防ぐのに有効です。
※計算方法についてはテクニカルデータ「エンドミル加工」P.54を参照ください。
近年、刃長の考え方は進化しています。従来は目的の加工深さに応じて「ロング刃長」を選び、ゼロカットを駆使しながら倒れ(傾いて仕上がってしまった面)を地道に取り除く方法が一般的でした。しかし、現在では、下図のように複数の選択肢を、状況に応じて組合せる方法が広まっています。
特に深い領域向けとして登場した「立ち壁対応型」工具は、「短い刃長」かつシャンク径より刃径が大きい=「刃太」という特徴的な仕様となっています。短い刃長ですから、立ち壁を満遍なく加工する為には複数のパス回数を要します。一見、非効率のように思われるかもしれませんが、実際には超ロング刃長を使う場合よりも高い切削条件が設定できるため、結果的に、加工能率・仕上り面品位ともに有利と言えます。
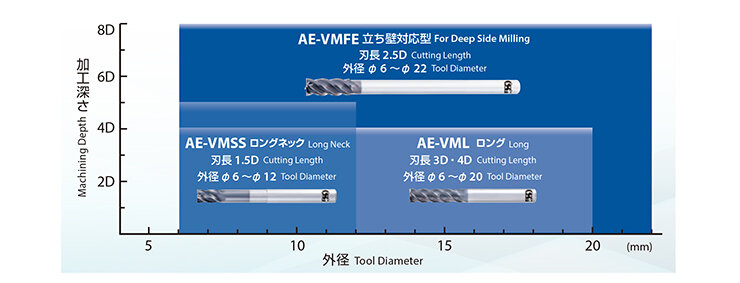
一方、深い溝加工における代表例としては「リブ溝」があります。「リブ溝」は、主に薄肉の製品筐体を補強する目的で設けられる内部構造であり、成型用金型などに用いられています。概して小径エンドミルによる深い溝加工が必要とされます。こうした場面でのエンドミル選定は、刃長自体は短く、刃径より細い「首」を長く備えたロングネック仕様が有効です。細分化された首長さバリエーションの中から、加工する溝深さに応じた最適な長さを選び、パス回数を何度も重ねながら徐々に深く溝を削り出す使い方をします。
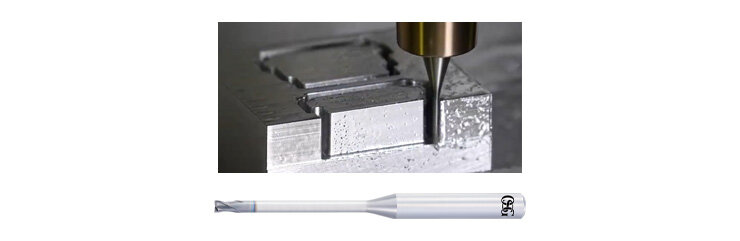
リブ溝加工の様子と使用工具AE-CPR2-H
3回にわたってお届けしました「深~いシリーズ」いかがでしたでしょうか?
いずれも決して簡単な加工ではありませんが、せめて、皆さまが「深~く」悩むことなく、課題解決のヒントとしてお役立ていただければ幸いです。

謹啓、初冬の候、皆様にはますますご健勝のこととお慶び申し上げます。早いもので、カレンダーも残り一枚。現場はどこも「師走」の忙しさで、てんてこ舞いのことと存じます。
さて、このように忙しい時期にこそ、加工の「能率」を上げたいものでございます。 しかし、モノづくりの現場では、そう簡単にはいかない加工がございます。 例えば、そう、玉手箱で触れていた「深い部分の側面加工」や「高精度な立ち壁の仕上げ」。
工具を長くすれば「びびり(振動)」に悩まされ、精度も面品位も落ちてしまう。 さりとて、びびりを恐れて切削条件を落とせば、いつまで経っても加工が終わらない……。 まったく、悩ましい限りでございます。
そんな師走の救世主として、小爺が今回イチオシいたしますのは、OSGが誇る超硬防振型エンドミルAE-VMシリーズより、特に頼りになる二本柱、AE-VMLとAE-VMFEでございます。
この2つ、どちらもオーエスジー自慢の「DUARISE(デュアライズ)コーティング」による優れた耐摩耗性と潤滑性に加え、「不等分割・不等リード」「マイクロレリーフ」といった防振技術の粋を集めた設計になっております。 しかし、似ているようで、それぞれに得意分野がございます。
「深さ」に強いロング形! AE-VML
まずはこちら、ロング形AE-VML。 その名の通り「深い」ところの「側面加工」に滅法強いのでございます。「ウェブテーパ形状」と「大きな心厚」で、工具が長くなってもビクともしない、高い剛性を実現しております。 この剛性のおかげで、びびりを恐れず高能率な側面切削が可能となり、 炭素鋼からステンレス鋼、チタン合金といった難削材まで幅広く対応できる、まさに「深所の万能選手」でございます。

超硬防振型エンドミル ロング形 AE-VML
「壁」に強い立ち壁対応型! AE-VMFE
そしてもう一本が、立ち壁対応型AE-VMFE。 金型などで要求される「立ち壁」をビシッと高精度に仕上げるプロフェッショナルでございます。特徴は、最大2Dという「大きなステップ切削」を可能にする刃長(2.5D)にございます。 これにより、従来よりもはるかに高能率な立ち壁加工を実現いたしました。 さらに、シャンク側の端面をR形状にすることで、ステップ加工時に発生しがちな「筋残り」を抑制するという、細やかな配慮まで行き届いております。 ポケット加工や、高精度な壁面仕上げには、右に出るものはございません。

超硬防振型エンドミル 立ち壁対応型 AE-VMFE
「深い側面を攻めたい」時はAE-VML。 「高精度な立ち壁を、能率よく仕上げたい」時はAE-VMFE。
この頼もしいAE-VMシリーズの二本柱を使いこなせば、師走の繁忙期もきっと乗り切れるはず。 皆様の現場の「困った」を解決するこの2本、K爺のイチオシでございました。
本稿も皆さまのSDGsな課題解決として、また、お仕事の付加価値や生産性の向上に貢献できれば幸いでございます。
謹言

OSG月刊メールマガジン「OSGお土産100選」!
日本のみならず世界各地で働くOSG社員がおすすめのお土産をご紹介します。
今回、ご紹介するお土産は、人事総務部人事・労務グループの古橋より推薦の「ピレーネ」です。
推薦コメント:
今回ご紹介するお土産は、ボンとらやの「ピレーネ」です。
ふわふわのスポンジで、甘さ控えめな特製生クリームを包んだこのお菓子は、愛知県豊橋市を代表する、まさに「ソウルスイーツ」。50年以上愛され続けているロングセラー商品で、幼いころから親しんでいる私にとって、一口食べると子どもの頃の思い出がよみがえり、ほっこりした気持ちになります。
手頃な価格で、ちょっとしたおやつや差し入れにもぴったりなのがうれしいポイントです!
同じく豊橋発祥の「ブラックサンダー」とのコラボ商品も話題で、ザクザク食感と甘さが絶妙にマッチしてやみつきになります!さらに、今の季節は「マロン」や濃厚な「モンブラン」など、期間限定フレーバーも登場中です。

ボンとらや公式サイト
ボンとらやオンラインショップ
人事総務部 人事・労務グループの古橋です。現在、新卒採用担当として2027年卒向けの採用活動に取り組んでいます。学生の皆さんと直接関わる機会が多く、会社や仕事の魅力をお伝えするとともに、皆さんのキャリア選択のサポートができることにやりがいを感じています。
趣味は旅行とパン屋巡りです。旅行は温泉やビーチでゆったり過ごすのも、分刻みでスケジュールを組んで観光やグルメを満喫するのもどちらも好きで、行き先によって楽しみ方を変えています。特に旅行先で地元の美味しいものを食べる時間が何よりの楽しみです。また、パン屋巡りも趣味のひとつで、近所のお気に入りのお店から旅行先の名店まで、さまざまな場所を訪れています。昨年フランスのパリを訪れた際には、本場のクロワッサンを食べて、その美味しさが忘れられないほど感動しました!新しい味や食感に出会うたびに、ついテンションが上がってしまいます。
この冬も、オーエスジーを知っていただけるイベントを多数ご用意しています。会社の雰囲気や働くイメージを知っていただく絶好の機会ですので、ぜひお気軽に参加してみてください!皆さんとお会いできるのを楽しみにしています。

人事総務部人事・労務グループ(左が古橋)