

メールマガジン
2017年9月号 (第141号)

『ねじ用限界ゲージの首下長さってどれくらいあるの?』
よく訊かれます。そのゲージで検査できるねじ長さを知りたいというご要望です。
このご質問にお答えする前に、予めお伝えしなければならないことがあります。それは、、
「ねじ用限界ゲージは、有効径の測定をするために使うものであり、有効ねじ長さを正確に測定するものではない」ということです。
という訳で、有効ねじ長さを測定したいときは、当社では受注対応となりますが、専用の有効ねじ長用ゲージが必要になります。とはいえ、ゲージのハンドルがワークに干渉しないかどうかだけでも知りたい…という時もあるかもしれませんね。そこで、ゲージの首下長さ一覧表(参考値:製作過程により値が上下することがございます)をご用意しました。詳しくはこちらでご覧下さい。新JIS(6H、5H)と従来JIS(Ⅰ、Ⅱ、Ⅲ級)の主なサイズを記載しております。
新JIS(6H、5H) 並目:M3.5~M24、細目:M3.5~M24
旧JIS(Ⅰ、Ⅱ、Ⅲ級) 並目:M4x0.7~M24、細目:M4~M24
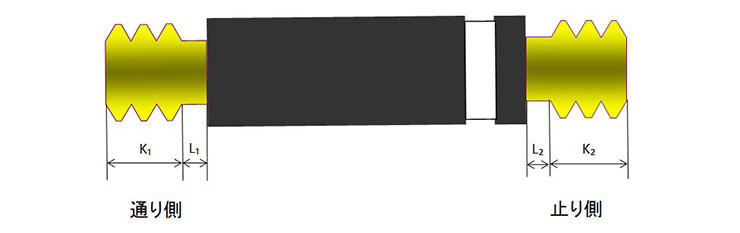
【ねじプラグゲージの首下長さ(参考)】
止まりゲージは、
・新JISの場合「2回転を超えないこと」
・従来JISの場合「2回転以上入らないこと」
で合格と判定しますので首下長さについては必要ないかもしれませんが、念のために、通り・止り両方を記載しておきます。

謹啓、早秋の候、皆様にはますますご健勝のこととお慶び申し上げます。OSGの窓際の自由人、K爺でございます。今月はFAQの姉妹ネタとして、折れ難いタップ(めねじを加工する工具ではございますが正確にはタップではございません)をご紹介したいと存じます。
そもそもタップいや工具は何故折れるのでしょう?
ドリルでもエンドミルでも、タップに限らず、いや工具に限らず、骨であったり心であったり、無理をすれば折れるのが世の常でございます。掛かる負荷が、個々の持っている強度・剛性よりも大きくなれば、耐えきれなくなり折れる訳でございますが、まずはタップ加工における負荷(切削トルク)が大きくなる理由を科学してみたいと思います。
タップ加工における切削トルク
トルクに及ぼす要因は、タップの種類やすくい角の大小、食付き部の長さなどタップの形状に関するものと、被削材の種類やねじ立て長さ、下穴径の大小など切削条件に関するものと2種類ございます。計算式にしますと以下のようになります。

Tc : 切削トルク(N・m)
kc : 比切削抵抗(N/mm2)
K : タップ形状、および切りくずによる補正定数
D : タップ外径(mm)
Do : 下穴径(mm)
θ : ねじ山の半角(°)
使用するタップや加工するねじの規格を除いて、トルクを大きくする因子は被削材の比切削抵抗であることが分かります。以下、主要な被削材の比切削抵抗の一覧です。同じサイズのねじを加工する場合でも、被削材により大きく切削トルクが変わります。例えばSCM440(40HRC)では比切削抵抗値が5500、S15Cは3600ですから、5500/3600の計算より、双方の切削トルクの差が1.53倍と大きいことが分かります。

タップの特性
加えてタップ加工は、加工条件として設定出来るのが回転数だけという難しさもございます。ドリルやエンドミル加工であれば、被削材の硬さに応じて送り速度の調整が可能ですが、タップ加工では加工するねじのピッチが送り速度となり、その自由度はございません。そんな訳で難削材のタップ加工、特に工具剛性の小さい小径での加工は、タップが折れやすい難しい加工となるのでございます。
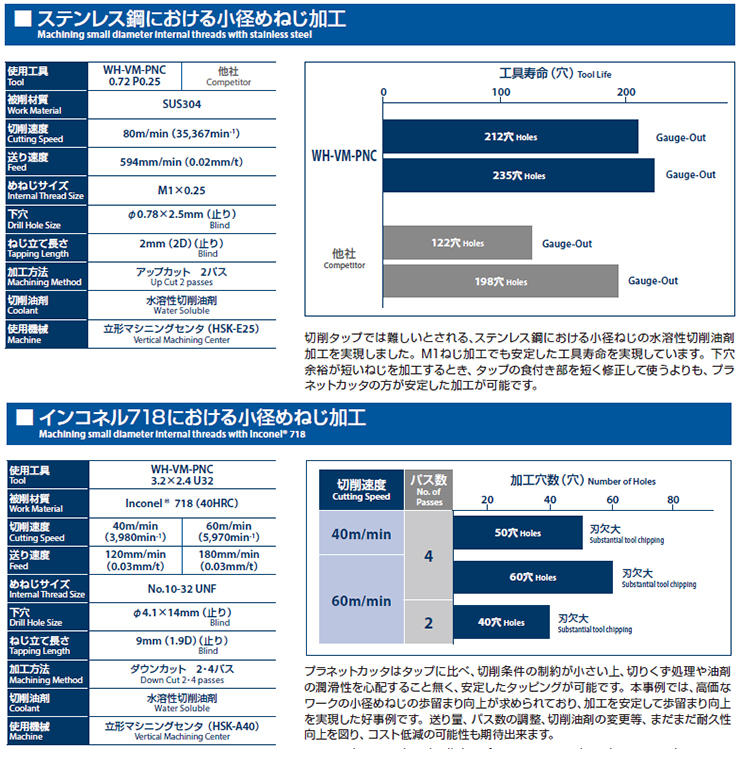
イチオシは
そこで今月のイチオシは、小径ねじ用プラネットカッタWH-VM-PNCでございます。3軸同時制御機構付のマシニングセンタ限定の工具でございますが、SUS304にM1X0.25の小径ねじ加工を施した事例とインコネル718へのねじ加工の事例をご覧下さい。
【Q】 折損したM4のスパイラルタップを除去するために使用する、ハードドリル「EX-H-DRL」の該当寸法と加工条件は? また、切削油剤は?
【A】 切削速度20~25m/min、回転当たりの送り量:0.01~0.05mm/minを目安に手送り加工でお試し下さい。
工具径φ3では、回転数は2,000~2,500rpmとなります。
切削油剤は必要です。良質なものを選定し、強制給油として下さい。但し、心出し加工は給油しないで、微速クイック送りで丁寧に行って下さい。

ある日の定時間近く・・・さらちゃんとクリス君が立ち話をしています。
クリス君
さらちゃんは一人暮らしなら、TV dinnerだったりもするの?
さらちゃん
するする。コストコで買い物して、みんなでシェアしたTV dinnerでうちの冷凍庫はいっぱいだもん。
クリス君
あはは、さすがだね。日本国内だとアメリカンなのはなかなか売ってないよね。
さらちゃん
そうなの。留学した時に食べたあのマッシュポテト、グレービーソース。その横にはコークがあって・・・、ああ、今日の晩ごはんも決定!!
けんちゃん
ねえねえ、盛り上がってるところ申し訳ないんだけど、TV dinnerって言ってたよね。さらちゃん、今夜はテレビ見ながら晩ごはんって、どんだけ“ながら飯”なの?
さらちゃん
あっ、TV dinnerの本当の意味は冷凍食品、インスタント食品の意味なんです。テレビを見ながら手軽に作れるディナーという意味で、この名前が付いたみたいです。このTV dinner、日本の冷凍食品とは違って一つのトレーが3つもしくは4つに仕切られ、それぞれにメイン料理、付け合わせ、野菜などが入れられているんです。トレーを電子レンジで温めれば、バランスのとれた?晩御飯が出来上がりといった感じです!
クリス君
アメリカでは50年以上前からある食べ物なんですよ。
けんちゃん
そうなんだ!冷凍食品もお国柄がでるってことだね。
さらちゃん
ところでけんさん、“ながら飯”って言いましたよね。私のイメージって…。まだまだサプライズなお仕置きが必要みたいですね。
けんちゃん
え~っと、週末はコストコでTV dinner買いに行こうかな(汗)