
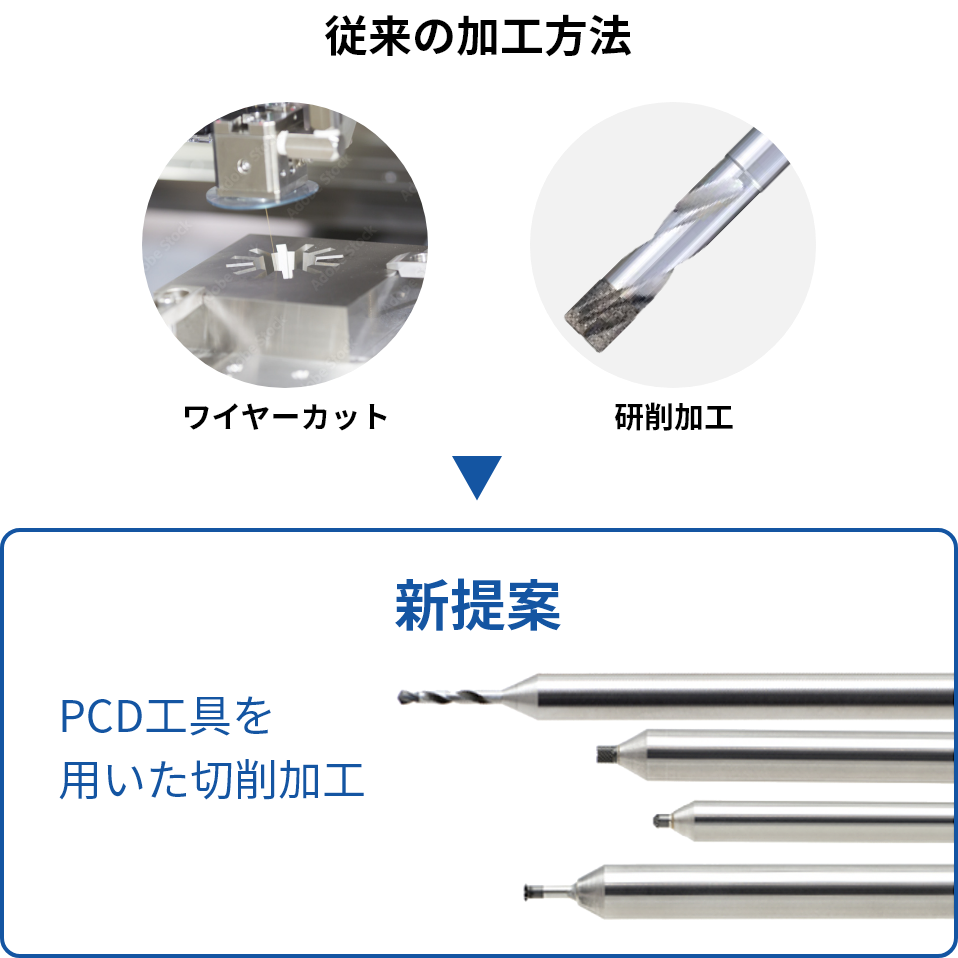
加工方法の見直し
超硬合金やセラミックス、石英ガラスなどの硬脆材の加工方法として、ワイヤカットや型彫り放電加工、電着工具や軸付砥石を用いた研削加工といった加工方法が一般的です。しかし、これらは加工時間が長いという課題があります。
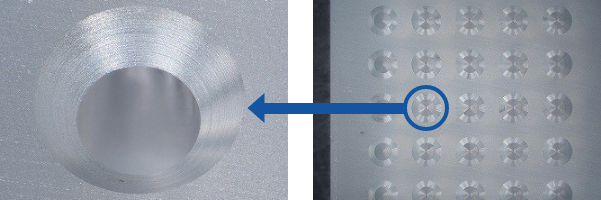
そこで、6C×OSGは従来の加工方法とは異なる『切削加工』を用いた加工方法を提案します。
 超硬合金、石英ガラス、アルミナ、ジルコニアなどの
超硬合金、石英ガラス、アルミナ、ジルコニアなどの
脆性材を加工しているお客様


そのお悩み
| PCD-MRM | 従来ダイヤコートエンドミル | |
|---|---|---|
| 使用工具 | φ2×R0.1 | |
| 被削材 | 超硬合金 FN20 (91.5HRC) | |
| 回転速度 | 20,000min¯¹ | |
| 送り速度 | 375mm/min | |
| 軸方向の切込み(ap) | 1mm | |
| 径方向の切込み(ae) | 0.1mm | 0.05mm |
| 切削油剤 | エアー(ノズル) | |

※加工の一例です。削減割合は加工環境により異なります
超硬合金やセラミックス、石英ガラスなどの硬脆材の加工方法として、ワイヤカットや型彫り放電加工、電着工具や軸付砥石を用いた研削加工といった加工方法が一般的です。しかし、これらは加工時間が長いという課題があります。
そこで、6C×OSGは従来の加工方法とは異なる『切削加工』を用いた加工方法を提案します。

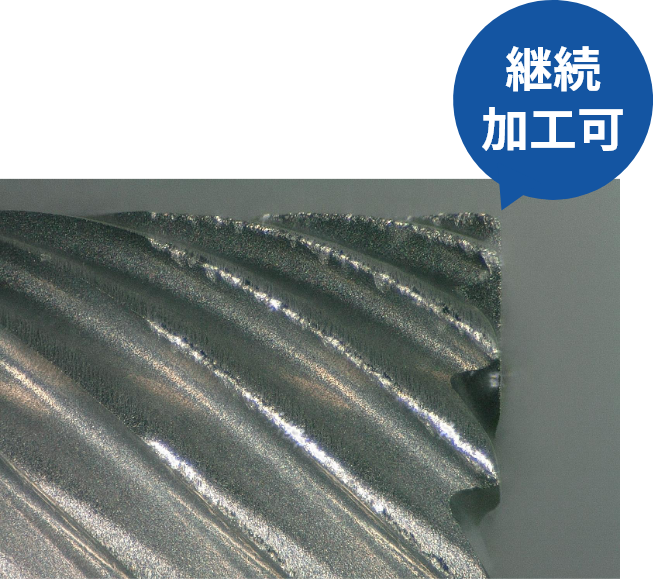
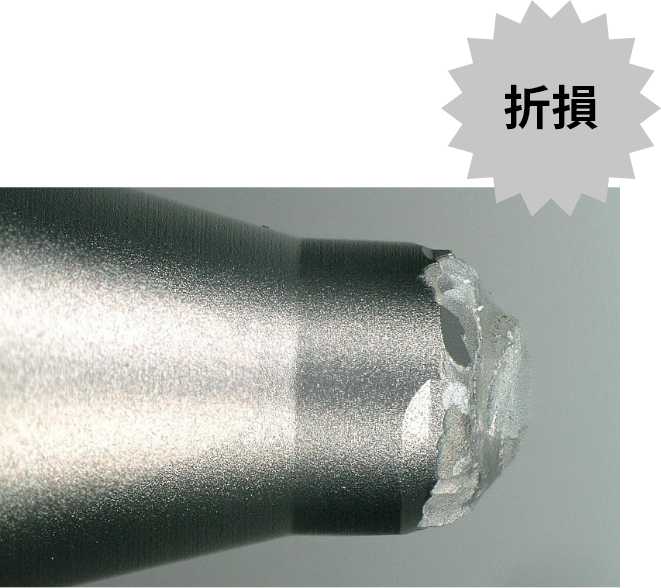
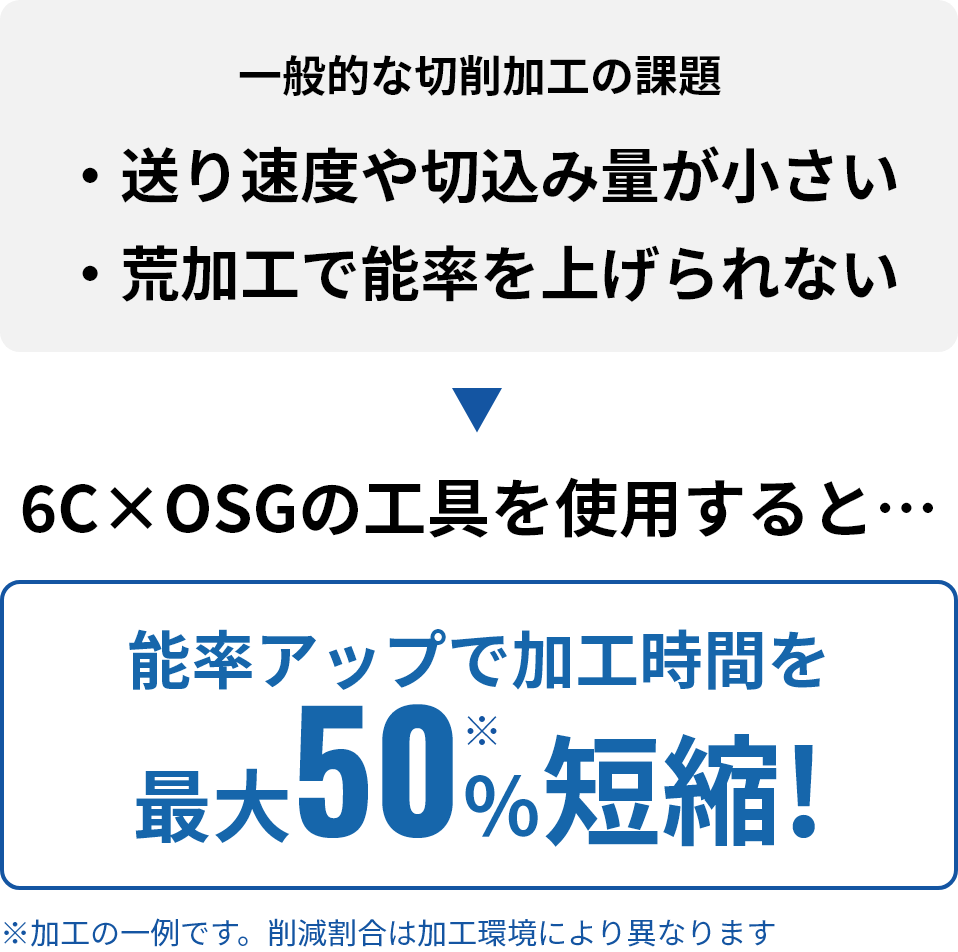
切削加工には「送り速度や切込み量が小さく、荒加工で能率が上がらない」「高品位な仕上げ面が得られない」といった課題もあげられます。しかし、6C×OSGでは高能率で高品位な仕上げ面の両立を実現します。
![]() なら
なら
加工時間を大幅に削減できます!

当社専任スタッフがお客様の加工にあわせて全力でサポートいたします


全体の加工コストの約50※%を
加工時間が占めているからです

加工時間を50%削減できれば
全体の加工コストを25※%削減できます
※加工の一例です。削減割合は加工環境により異なります

| 独自商品コード | 外径 | コーナ半径 | 刃長 | シャンク径 | 首径 | 首下長 | 刃数 | 単価(税込) |
|---|---|---|---|---|---|---|---|---|
| 6824086 | 0.5 | 0.05 | 0.5 | 6 | - | - | 4 | 31,000 |
| 6824087 | 0.5 | 0.05 | 0.5 | 6 | 0.4 | 1 | 4 | 31,000 |
| 6824088 | 0.5 | 0.05 | 0.5 | 6 | 0.4 | 1.5 | 4 | 31,000 |
| 6824089 | 1 | 0.05 | 1 | 6 | - | - | 7 | 31,000 |
| 6824090 | 1 | 0.05 | 1.8 | 6 | 0.9 | 3 | 7 | 31,000 |
| 6824091 | 1 | 0.05 | 1.8 | 6 | 0.9 | 5 | 7 | 31,000 |
| 6824092 | 2 | 0.1 | 1.5 | 6 | - | - | 15 | 33,000 |
| 6824093 | 2 | 0.1 | 1.8 | 6 | 1.9 | 3 | 15 | 36,000 |
| 6824094 | 2 | 0.1 | 1.8 | 6 | 1.9 | 5 | 15 | 37,000 |
| 6824095 | 3 | 0.1 | 1.5 | 6 | - | - | 25 | 43,000 |
| 6824096 | 3 | 0.1 | 1.8 | 6 | 2.9 | 3 | 25 | 49,000 |
| 6824097 | 3 | 0.1 | 1.8 | 6 | 2.9 | 5 | 25 | 50,000 |

| 独自商品コード | 先端径 DC |
大端径 DCX |
刃長 APMX |
シャンク径 DCON |
首下長 LU |
刃数 ZEFP |
単価(税込) |
|---|---|---|---|---|---|---|---|
| 6824100 | 0.4 | 1 | 0.3 | 6 | 1 | 5 | 26,000 |
| 6824101 | 1 | 2 | 0.5 | 6 | 1.5 | 6 | 26,000 |
| 6824102 | 2 | 3 | 0.5 | 6 | 2 | 8 | 29,000 |
| 独自商品コード | 直径 | シャンク径 | 首径 | 有効長 | 刃数 | 最小加工径 | ピッチ | 単価(税込) |
|---|---|---|---|---|---|---|---|---|
| 6824103 | 0.9 | 6 | 0.57 | 2.5 | 6 | M1.2 | 0.25 | 31,000 |
| 6824104 | 1.55 | 6 | 1.05 | 4 | 7 | M2 | 0.4 | 42,000 |
| 6824105 | 2 | 6 | 1.44 | 4.5 | 8 | M2.5 | 0.45 | 56,000 |
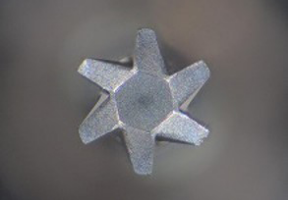
 加工ワーク
加工ワーク 加工後の刃先状態
加工後の刃先状態わずか9分で約700mm³の体積を除去!
| No. | 加工内容 | 使用工具 | 刃数 | 回転速度 (min¯¹) |
送り速度 (mm/min) |
切込み量 (mm) |
切削油剤 | 加工時間 |
|---|---|---|---|---|---|---|---|---|
| 1 | トロコイド溝加工 | PCD-MRM φ2×R0.1 | 15 | 25,000 | 1,000 | ap=1.5 (X2) ae=0.1 |
エアー | 1分10秒(2回) |
| 2 | 側面加工 | ap=1.5 (X2) ae=0.1 |
エアー | 3分25秒(2回) | ||||
| 加工時間合計 | 9分10秒 | |||||||
 加工前
加工前 加工後
加工後 5ワーク加工後の刃先状態
5ワーク加工後の刃先状態| No. | 加工内容 | 使用工具 | 刃数 | 回転速度 (min¯¹) |
送り速度 (mm/min) |
切込み量 (mm) |
切削油剤 | 加工時間 |
|---|---|---|---|---|---|---|---|---|
| 1 | 荒加工 (駆け上がり加工) |
PCD-MRM φ1.5×R0.1(特殊) | 11 | 32,000 | 500 | ap=1.0 (駆け上がり0.05) ae=0.1 |
エアー | 9分20秒 |
| 2 | 中仕上げ加工 (等高線加工) |
ap=0.01 ae=0.01 |
エアー | 30分38秒 | ||||
| 3 | 仕上げ加工 (等高線加工) |
ap=0.01 ae=0.01 |
ミスト | 30分38秒 | ||||
| 加工時間合計 | 1時間10分36秒 | |||||||
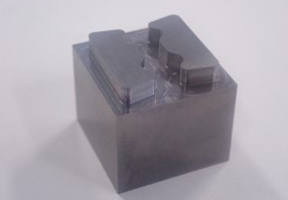
 加工前
加工前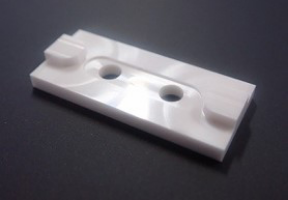 加工後
加工後 加工後の刃先状態
加工後の刃先状態焼成後ジルコニアでもエアーで加工可能
| No. | 加工内容 | 使用工具 | 刃数 | 回転速度 (min¯¹) |
送り速度 (mm/min) |
切込み量 (mm) |
切削油剤 | 加工時間 |
|---|---|---|---|---|---|---|---|---|
| 1 | トロコイド溝加工 | PCD-MRM φ2×R0.1 | 15 | 20,000 | 450 | ap=1.6 ae=0.1 |
エアー | 1分55秒 |
| 2 | 側面加工 | ap=1.6 ae=0.1 |
エアー | 11分10秒 | ||||
| 3 | まゆ溝加工 | ap=0.4 ae=0.1 |
エアー | 1分13秒 | ||||
| 4 | ヘリカル穴あけ加工 | 450 → 150 | φ3.5 ランピング角0.5° |
エアー | 1分4秒 | |||
| 加工時間合計 | 15分22秒 | |||||||
 M1.2用 140穴加工後の刃先状態
M1.2用 140穴加工後の刃先状態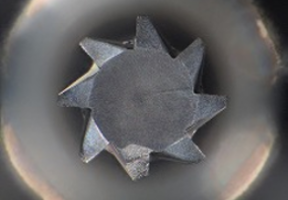 M2.5用 100穴加工後の刃先状態
M2.5用 100穴加工後の刃先状態 全穴ゲージチェック合格
全穴ゲージチェック合格1本で100穴以上のねじ立てが可能
| No. | 加工内容 | 使用工具 | ねじサイズ | 刃数 | 回転速度 (min¯¹) |
ねじ立て深さ (mm) |
切削油剤 | 加工時間 |
|---|---|---|---|---|---|---|---|---|
| 1 | ねじ切り加工 | PCD-MTM | M1.2 | 6 | 40,000 | 2 | 水溶性切削油 | 20秒/穴 |
| 2 | ねじ切り加工 | PCD-MTM | M2.5 | 8 | 20,000 | 3.5 | 水溶性切削油 | 26秒/穴 |
 加工ワーク
加工ワーク 加工後の刃先状態
加工後の刃先状態石英ガラスでも良好な加工面品位を実現
| No. | 加工内容 | 使用工具 | 刃数 | 回転速度 (min¯¹) |
送り速度 (mm/min) |
加工深さ (mm) |
切削油剤 |
|---|---|---|---|---|---|---|---|
| 1 | 穴あけ加工 | PCDドリル φ1.0 | 2 | 15,000 | 6 | 2(止り穴) | 水溶性切削油 |
| 2 | 面取り加工 | PCD-MCM φ2×90° | 6 | 32,000 | 64 | 面取り径φ1.8 | 水溶性切削油 |
 加工前
加工前 加工後
加工後 加工後の刃先状態
加工後の刃先状態1本の工具で ポケット加工から
ヘリカル穴あけまで完結
| No. | 加工内容 | 使用工具 | 刃数 | 回転速度 (min¯¹) |
送り速度 (mm/min) |
切込み量 (mm) |
切削油剤 | 加工時間 |
|---|---|---|---|---|---|---|---|---|
| 1 | トロコイド溝加工 | PCD-MRMφ2×R0.1 | 15 | 20,000 | 450 | ap=0.3 ae=0.1 |
水溶性 切削油剤 |
5分11秒 |
| 2 | 肩削り | 360 | ap=0.3 ae=0.5 |
水溶性 切削油剤 |
4分35秒 | |||
| 3 | 側面加工 | 360 | ap=1.5 ae=0.1 |
水溶性 切削油剤 |
7分37秒 | |||
| 4 | ヘリカル穴あけ加工 | 450 | φ3.5 ランピング角0.5° |
水溶性 切削油剤 |
3分30秒 | |||
| 加工時間合計 | 20分53秒 | |||||||